Uwagi:
Nie należy mylić czopów końcowych z czopami osadczymi kół (np. zębatych) lub łożyskowymi, znajdującymi się na końcach wałów − omawianymi podczas zajęć Proj. PKM II − projekt wału maszynowego.
W projekcie przekładni pasowej, łańcuchowej i zębatej omawianej podczas zajęć Proj. PKM II tylko jeden czop (ten pod sprzęgło) powinien być czopem końcowym.
W projekcie napędu mechanicznego z reduktorem zębatym (Proj. Napędów Mechanicznych) oba czopy mają współpracować ze sprzęgłami, więc oba powinny być czopami końcowymi.
Czopy końcowe przeznaczone są do przenoszenia momentu obrotowego
przez połączenia wpustowe.
W czopach końcowych nie dopuszcza się stosowania wpustów o przekrojach mniejszych niż wynikających z PN-70/M-85005.
Tam gdzie to możliwe i (najlepiej) poparte obliczeniami wytrzymałościowymi, należy w czopach końcowych stosować nakiełki gwintowane,
służące do zabezpieczania elementów z wykorzystaniem zespołów podkładek
(krążków) dociskowych, ułatwiające montaż elementów.
W czopach końcowych lub w czopach wałów usytuowanych na ich końcach można stosować (w zależności od średnicy czopa) 2 lub 4 otwory nagwintowane, które podobnie jak nakiełki gwintowane służą do zabezpieczania elementów z wykorzystaniem zespołów podkładek dociskowych (z odpowiednią liczbą śrub) i również mogą ułatwić montaż elementów.
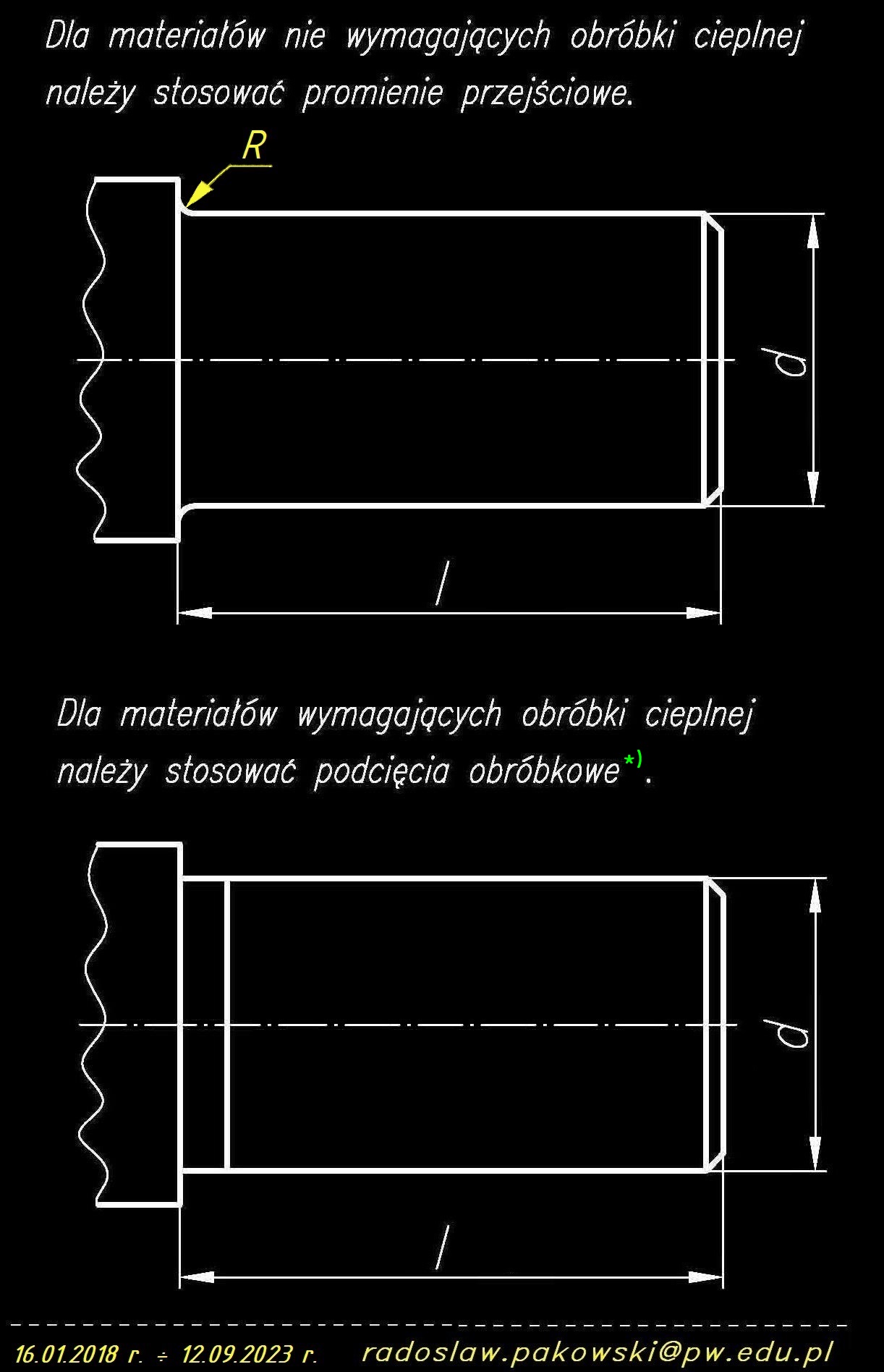
*) Czopy obrabiane cieplnie mogą być toczone. Możliwość zastosowania metody toczenia zależy od twardości powierzchni i jej oczekiwanej chropowatości.